

Application of Laser Technology in Industrial Manufacturing
Since the emergence of ruby lasers in 1960, laser technology has shown great potential in the industrial field due to its unique energy concentration characteristics. High energy laser systems need to meet the "three highs" standards: high energy density, high beam quality, and high efficiency. Their average power usually exceeds 10kW, and their energy can reach tens of thousands of joules or more. The current mainstream high-energy lasers include:
Carbon dioxide laser (wavelength 10.6 μ m): stable beam quality, high energy conversion efficiency, suitable for large-scale industrial applications.
Solid state lasers (such as Nd: YAG, Wavelength 1.06 μ m: Compact structure, strong reliability, widely used in precision machining.
laser: High electro-optical conversion efficiency, compact size, but large beam divergence, requiring optimization with optical components.
Free electron laser: with a wide wavelength adjustable range and high theoretical efficiency, but requires support from a large electron beam system.
The core advantages of high-energy laser welding technology
Laser welding melts materials in microseconds by focusing a beam of light, forming precision welds. The core system consists of a laser, optical components, processing platform, and control system, with key technologies including:
Deep penetration welding and heat conduction welding:
When the power density reaches 10 ⁶~10 ⁷ W/cm ², the material surface vaporizes to form a "keyhole", and the laser energy is reflected multiple times on the hole wall, achieving deep penetration welding with an aspect ratio exceeding 10:1, suitable for thick plate connections.
At low power densities (10 ⁴~10 ⁵ W/cm ²), heat diffuses through thermal conduction, resulting in shallow melting depth, making it suitable for thin plates or fine structures.
Process adaptability:
In copper nickel alloy welding, laser technology effectively reduces intergranular cracks and porosity defects with low heat input and high-precision focusing ability, especially suitable for high corrosion resistance demand scenarios such as ships and chemicals. By optimizing laser power, welding speed, and shielding gas parameters (such as argon), efficient connection of millimeter sized thick plates can be achieved.
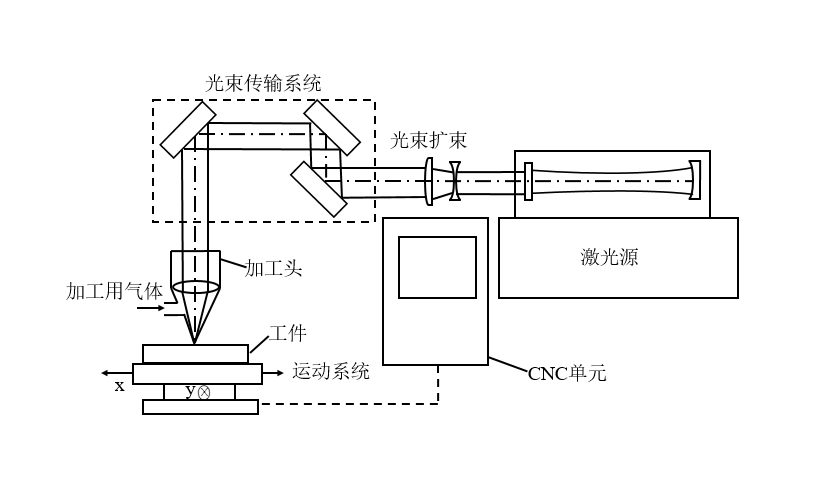
Laser welding composition structure diagram
3、 Precision machining mechanism of high-energy laser markingLaser marking achieves permanent marking by inducing physical/chemical changes on the surface of materials through light energy, and is divided into two modes of action:
Hot processing mode:
High power laser melts and evaporates the surface of materials, forming dents or discoloration, suitable for high-temperature resistant materials such as metals and ceramics.
Cold processing mode:
UV laser breaks the chemical bonds of materials through photochemical reactions, achieving non thermal damage marking, especially suitable for sensitive materials such as plastics and electronic components.
The marking system mainly consists of a laser and a beam control component. The galvanometer scanning system controls the movement of the reflecting mirror through a computer to accurately plan the path of the light spot; Focusing lenses (such as f - θ lenses) compress the light beam to the micrometer level to ensure clear marking. The selection of different types of lasers (such as fiber optics and ultraviolet) depends on material properties and marking requirements.
With the increasing demand for industrial intelligence, high-energy laser technology is developing towards higher power and finer control. For example, the popularity of kilowatt level fiber lasers has promoted lightweight welding in the automotive and aerospace fields; Ultrafast laser technology has opened up a new path for micro nano processing. At the same time, breakthroughs in energy measurement technology, such as full absorption energy meters, provide reliable basis for system optimization.